अन्य धातु काटने के तरीकों की तुलना में, लेजर कटिंग के बहुत सारे फायदे हैं। उदाहरण के लिए, यह अलौह सामग्री को जल्दी से काट सकता है, कम ऊर्जा का उपयोग करता है, विश्वसनीय है, और जटिल आकृतियों को काट सकता है। खरीदारों को बताए गए लाभों का आनंद लेने के लिए एक उपयुक्त लेजर कटिंग मशीन खरीदनी चाहिए। लेजर कटिंग मशीन खरीदने का फैसला करने से पहले, उन कारकों को समझने की आवश्यकता है जो लेजर मशीन की कटिंग गुणवत्ता को प्रभावित करते हैं।
यह लेख इस बात पर ध्यान देगा कि लेजर कटिंग की गुणवत्ता का निर्धारण किन मानकों के आधार पर किया जाता है। साथ ही, इसमें लेजर कटिंग मशीनों के प्रकारों के बारे में भी बताया जाएगा।
विषय - सूची
लेजर काटने की मशीन के प्रकार
लेजर कटिंग मशीनों की गुणवत्ता का निर्धारण किन मानकों के आधार पर किया जाता है?
निष्कर्ष
लेजर काटने की मशीन के प्रकार
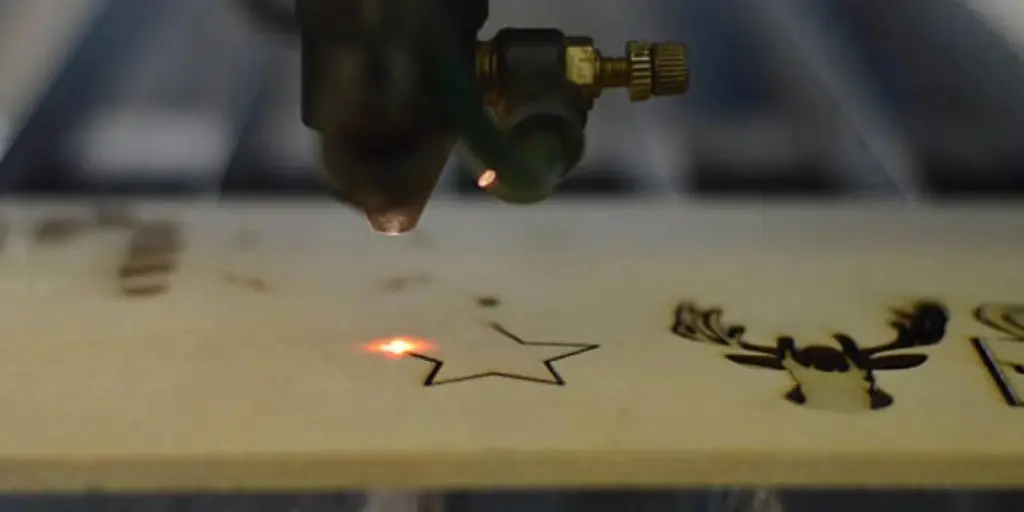
लेजर कटिंग में एक निर्माण विधि शामिल होती है जिसमें उच्च शक्ति वाली लेजर बीम का उपयोग किया जाता है जो वर्कपीस को कस्टम डिज़ाइन और आकार में काटने के लिए केंद्रित होती है। इसमें कई प्रकार की कटिंग शामिल होती है, जैसे कि ऑक्सीकरण कटिंग, फ्यूजन कटिंग और स्क्राइबिंग। कटिंग प्रक्रिया बहुत अधिक सटीकता, उच्च गुणवत्ता वाली एज फिनिशिंग और सटीकता के साथ की जाती है। इसमें कम संदूषण, कम बर्बादी और सामग्री को कम नुकसान भी होता है।
जब बुनियादी लेजर-कटिंग प्रक्रियाएँ ठीक से निष्पादित की जाती हैं, तो परिणाम एक सटीक कट होता है। महत्वपूर्ण चरण इस प्रकार हैं:
– सही तीव्रता की किरण उत्पन्न करना
– बीम को वर्कपीस पर केंद्रित करना
- गर्म करने और पिघलने के कारण सामग्री का निष्कासन
– पूर्ण कट बनाने के लिए बीम को हिलाना
लेजर काटने की मशीनें विभिन्न प्रकारों में उपलब्ध हैं जिन्हें तरल, गैस और ठोस में वर्गीकृत किया गया है। उन्हें सक्रिय लेजर माध्यम की स्थिति के अनुसार विभेदित किया जाता है, जो गैस, ठोस या तरल पदार्थ हो सकता है।
नीचे लेज़रों के मुख्य प्रकार दिए गए हैं:
1. CO2 लेजर कटर

सक्रिय लेजर माध्यम CO2 लेजर कार्बन डाइऑक्साइड मिश्रण है। प्रारंभ में, इन लेज़रों का उपयोग गैर-धातु सामग्री को काटने के लिए किया जाता था क्योंकि वे धातुओं को छेदने के लिए पर्याप्त शक्तिशाली नहीं थे। लेजर प्रौद्योगिकी की उन्नति के साथ, CO2 लेज़रों को धातुओं को काटने में सक्षम बनाया गया है, लेकिन कार्बनिक और गैर-धातु सामग्री को काटने के लिए सबसे उपयुक्त हैं।
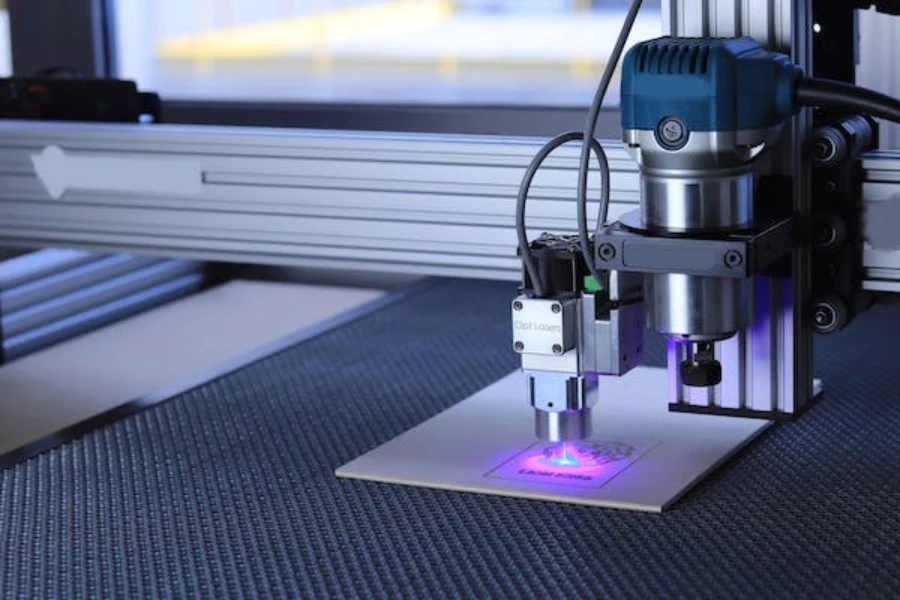
2. क्रिस्टल लेजर कटर
विभिन्न प्रकार के माध्यमों का उपयोग किया जाता है क्रिस्टल लेज़रइनमें से कुछ में नियोडिमियम-डोप्ड यट्रियम ऑर्थोवैनेडेट और नियोडिमियम-डोप्ड यट्रियम एल्युमिनियम गार्नेट शामिल हैं। ये माध्यम धातु और गैर-धातु दोनों तरह की सामग्रियों को काट सकते हैं क्योंकि वे अत्यधिक शक्तिशाली होते हैं। इसके अतिरिक्त, क्रिस्टल लेज़र काफी महंगे होते हैं और अन्य प्रकार के लेज़रों की तुलना में इनका जीवनकाल कम होता है।
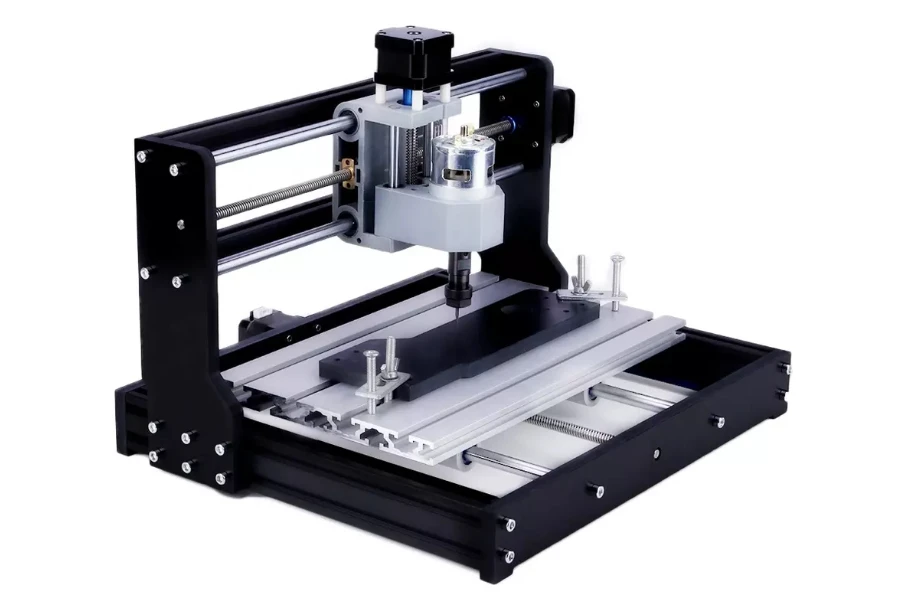
3. फाइबर लेजर कटर

फाइबर लेजर लेजर डायोड की एक श्रृंखला के माध्यम से एक किरण उत्पन्न करें जिसे फिर ऑप्टिकल फाइबर के माध्यम से प्रेषित किया जाता है और वर्कपीस पर केंद्रित किया जाता है। इस प्रक्रिया के दौरान, आवश्यक कटौती करने के लिए किरण को अच्छी तरह से प्रवर्धित किया जाता है। फाइबर लेजर क्रिस्टल लेजर के विपरीत सस्ते और लंबे समय तक चलने वाले होते हैं।
लेजर कटिंग मशीनों की गुणवत्ता का निर्धारण किन मानकों के आधार पर किया जाता है?
वर्षों से, लेजर काटने की मशीन धातु प्रसंस्करण उद्योग में इसके अनुप्रयोग को बेहतर बनाने के लिए इसे तेजी से विकसित किया गया है। इसने कुछ फायदे हासिल किए हैं, जिसमें संकीर्ण-कट चौड़ाई, तेज काटने की गति, उच्च परिशुद्धता और व्यापक अनुप्रयोग शामिल हैं।
फिर भी, लेजर कटिंग मशीन की गुणवत्ता को खरीदारों की पसंद निर्धारित करने वाली कुछ आवश्यकताओं के साथ मापा जाता है। यह उन्नत प्रौद्योगिकी, उत्पादन के विकास और नई प्रक्रियाओं के अनुप्रयोग के कारण है। नतीजतन, लेजर कटिंग मशीन का चुनाव उस गुणवत्ता पर निर्भर करता है जो वह प्रदान कर सकती है।
इसके अलावा, ऐसे विशिष्ट कारक हैं जो लेजर कटिंग की गुणवत्ता को प्रभावित करते हैं, उनमें शामिल हैं;
– लेज़र शक्ति
– लेजर स्रोत
– लेजर काटने की गति
– सहायक गैस
– लेजर फोकस
- नोक
- गैस दाब
नीचे कुछ कारक दिए गए हैं जो लेजर कटिंग मशीन की प्रभावशीलता और गुणवत्ता को अलग करते हैं और उसका मूल्यांकन करते हैं।
1. खुरदरापन
काटने वाली सतह पर दिखाई देने वाली ऊर्ध्वाधर रेखाओं की गहराई के आधार पर काटने वाली दरार में खुरदरापन का स्तर निर्धारित होता है। मानक खुरदरापन, R, लेजर पावर में वृद्धि के साथ घटता है और शीट की मोटाई के साथ बढ़ता है। उदाहरण के लिए, 800W की लेजर पावर का उपयोग करते हुए, 10 मिमी शीट मोटाई के लिए खुरदरापन 1um है, 20 मिमी के लिए 3um है, और 25 मिमी शीट मोटाई के लिए 6um है।
उच्च खुरदरापन का अर्थ है खराब कटिंग गुणवत्ता और यह स्पष्ट और गहरी ऊर्ध्वाधर रेखाओं द्वारा दर्शाया जाता है। अच्छी और चिकनी कटिंग गुणवत्ता कम खुरदरेपन का परिणाम है जहां ऊर्ध्वाधर रेखाएं बहुत उथली होती हैं। खुरदरापन उपस्थिति और घर्षण विशेषताओं को प्रभावित करता है। लक्ष्य उच्च कटिंग गुणवत्ता प्राप्त करने के लिए उथली बनावट के साथ खुरदरेपन को कम करना है।
2. गड़बड़
लेजर कटिंग की गुणवत्ता को बर्र के निर्माण से निर्धारित किया जा सकता है। सहायक गैस लेजर द्वारा सामग्री को काटने के बाद मौजूद किसी भी स्लैग को उड़ा देती है। फिर भी, कुछ स्लैग ठंडा हो जाता है और वर्कपीस के तल पर लटक जाता है जिससे बर्र बन जाते हैं। बर्र के कारण कुछ कारक अपर्याप्त वायु दाब, मोटी प्लेटें और बेमेल फ़ीड गति हैं। बर्र को हटाने के लिए अतिरिक्त काम की आवश्यकता होती है। नतीजतन, बर्र की मात्रा और गंभीरता लेजर कटिंग की गुणवत्ता को दर्शाती है।
3. ऊर्ध्वाधरता
कटिंग एज की ऊर्ध्वाधरता पर आमतौर पर तब विचार किया जाता है जब शीट मेटल की मोटाई 10 मिमी से अधिक हो जाती है। ऐसा इसलिए है क्योंकि एज जितनी अधिक ऊर्ध्वाधर होगी, कटिंग की गुणवत्ता उतनी ही बेहतर होगी। लेजर-कटिंग प्रक्रिया के दौरान, लेजर फोकस से दूर हो जाता है। फोकस स्थिति के आधार पर कट नीचे या ऊपर की ओर चौड़ा होगा। इसके अतिरिक्त, कटिंग एज केवल एक मिलीमीटर के कुछ सौवें हिस्से से ऊर्ध्वाधर रेखा से विचलित होती है।
4. सामग्री जमाव
सामग्री के छिद्रण और पिघलने से पहले, लेजर कटिंग मशीन वर्कपीस की सतह पर तैलीय तरल की एक परत बनाती है। इस गैसीकरण प्रक्रिया के कारण लेजर कटिंग कुछ सामग्रियों के लिए उपयुक्त नहीं है। खरीदार को चीरा हटाने के लिए हवा का उपयोग करना चाहिए। हालाँकि, नीचे और ऊपर की ओर डिस्चार्ज सतह पर जमा हो जाता है। सही कटिंग आकार, लेजर पावर और नोजल संरेखण का उपयोग करके जमा की मात्रा को नियंत्रित किया जाना चाहिए।
5. कटिंग का आकार
लेजर द्वारा काटे गए यांत्रिक घटकों की सुचारू असेंबली और उपयोग को प्राप्त करने के लिए, कटिंग का आकार सही होना चाहिए। इसे आमतौर पर लेजर केर्फ के रूप में संदर्भित किया जाता है, जो सामग्री का वह हिस्सा है जो लेजर द्वारा वर्कपीस के माध्यम से जलने पर जल जाता है। सामग्री के प्रकार के आधार पर लेजर केर्फ 0.08 मिमी से 1 मिमी तक होता है।
खरीदारों को यह सुनिश्चित करने के लिए कैलिपर्स का उपयोग करके कटिंग आकार को मापने की आवश्यकता है कि यह आवश्यकताओं को पूरा करता है। यह लेजर कटिंग मशीन की सहनशीलता से अधिक नहीं होना चाहिए। साथ ही, अंतिम लेजर कटिंग प्रभाव वर्तमान कटिंग पथ के समान होना चाहिए। अनुचित सेटिंग या नोजल की समस्या गलत प्रकाश पथ की ओर ले जाएगी। विशेष रूप से, गलत सेटिंग और असंरेखित नोजल पूरी तरह गोल उत्पाद नहीं देगा।
6. छेदन गुणवत्ता
लेजर कटिंग प्रक्रिया में, कटिंग हेड वर्कपीस की सतह पर एक छोटा सा छेद करता है। इसके बाद रैखिक गति के साथ, छेद-छिद्रण प्रक्रिया को पियर्सिंग कहा जाता है। पियर्सिंग की गुणवत्ता एक महत्वपूर्ण पहलू है जिसका परीक्षण यह पता लगाने के लिए किया जाता है कि लेजर कटिंग मशीन में आवश्यक पैरामीटर हैं या नहीं। खरीदारों को प्रक्रिया के दौरान असामान्य शोर, असामान्य चिंगारी या बड़े पियर्सिंग गैप की जांच करनी चाहिए। इनमें से कोई भी लेजर मशीन द्वारा प्रदर्शित अनुचित मापदंडों को इंगित करेगा।
7. ताप प्रभावित क्षेत्र
लेजर कटिंग मशीन सामग्री को वाष्पीकृत या पिघलाकर कटिंग प्रभाव प्राप्त करती है। लेजर कटिंग स्लिट के आसपास की सामग्री को गर्म करता है, जिससे इसकी आणविक संरचना में बदलाव होता है। यह क्षेत्र जहां लेजर विकिरण के कारण आणविक संरचना बदलती है, उसे ऊष्मा-प्रभावित क्षेत्र कहा जाता है। ऊष्मा-प्रभावित क्षेत्र का आकार उचित होना चाहिए।
8. प्रसंस्करण गति
लेजर की गति लेजर की शक्ति और बीम मोड पर निर्भर करती है। एक लेजर कटिंग मशीन अधिकतम 3 मीटर प्रति मिनट की कटिंग गति रिकॉर्ड कर सकती है। उदाहरण के लिए, एक 1500W फाइबर लेजर कटिंग मशीन 3 मीटर प्रति मिनट की अधिकतम गति से 3.6 मिमी मोटी कार्बन स्टील काट सकती है। एक 1000W फाइबर लेजर कटिंग मशीन 6 मीटर प्रति मिनट की गति से 1.4 मिमी मोटी कार्बन स्टील काट सकती है।
लेजर कटिंग मशीन की शक्ति बढ़ाने से कटिंग की गति बढ़ सकती है। शक्ति में सामान्य लेजर आउटपुट शक्ति और बीम की गुणवत्ता शामिल होती है। इसके अतिरिक्त, फोकल स्पॉट लेजर कटिंग की गति को प्रभावित करता है। धातुओं पर लेजर कटर की गति सामग्री के घनत्व और मोटाई के समानुपाती होती है। गुणवत्तापूर्ण कट प्राप्त करने के लिए लेजर कटिंग की गति को उचित रूप से समायोजित किया जाना चाहिए।
9. स्थिति परिशुद्धता
औसतन, अधिकांश लेज़रों में उच्च परिशुद्धता वाली कटिंग क्षमताएँ होती हैं। खरीदारों को ऐसी लेज़र कटिंग मशीनों पर विचार करना चाहिए जिनकी पोजिशनिंग परिशुद्धता लगभग 0.05 मिमी और रिपीट पोजिशनिंग सटीकता लगभग 0.03 मिमी हो। यह एक अच्छी गुणवत्ता वाली लेज़र कटिंग मशीन की गारंटी देता है जो बिना किसी गड़गड़ाहट के चिकनी फिनिश देती है। उच्च सटीकता तब प्राप्त होती है जब सुसंगत प्रकाश किरण सामग्री की सतह में प्रवेश करती है। किरण वर्कपीस में प्रवेश करती है और प्रकाश बिखर जाता है जिससे एज-टेपर स्थिति बनती है। आमतौर पर, जिस छेद से बीम वर्कपीस के किनारे से बाहर निकलती है, उसका व्यास उस तरफ से छोटा होता है जिस तरफ से वह प्रवेश करती है।
निष्कर्ष
खरीदारों को चर्चा किए गए कारकों का अध्ययन और विश्लेषण करना चाहिए जो लेजर मशीन की कटिंग गुणवत्ता को प्रभावित करते हैं। कटिंग प्रक्रिया काफी जटिल है, इसलिए इसके लिए उपकरण की अधिकतम परिशुद्धता की आवश्यकता होती है। खरीदारों को समझना चाहिए और सही मशीन चुनने में सक्षम होना चाहिए। लेजर कटर जो संतोषजनक कटिंग देता है और वांछित उत्पाद बनाता है। कुशल और उच्च प्रदर्शन वाली लेजर कटिंग मशीन खोजने के लिए, यहाँ जाएँ Cooig.com.



