लेजर क्लैडिंग, जिसे लेजर ओवरले वेल्डिंग भी कहा जाता है, का उपयोग विभिन्न सामग्रियों को कोट करने के लिए विनिर्माण में किया जाता है। पिछले कुछ वर्षों में लोकप्रियता हासिल करने वाली यह तकनीक कई लाभों के साथ आती है। यह ऑक्सीकरण और जंग से सामग्रियों की रक्षा करने में मदद करती है। लेजर क्लैडिंग तकनीक का उपयोग करने से समग्र सतह गुणों में सुधार होता है।
यह लेख आपको लेजर क्लैडिंग के बारे में जानने योग्य सभी बातें बताएगा।
विषय - सूची
लेजर क्लैडिंग क्या है?
लेजर क्लैडिंग प्रक्रिया
लेज़र क्लैडिंग के लाभ
लेजर क्लैडिंग की विशेषताएं
क्या लेज़र क्लैडिंग महंगी है?
लेजर क्लैडिंग में नवीनतम नवाचार
निष्कर्ष
लेजर क्लैडिंग क्या है?

लेजर क्लैडिंग विनिर्माण में एक अतिरिक्त प्रक्रिया है जो विभिन्न प्रकार की सामग्री सतहों पर कोटिंग प्रदान करती है। सामान्य तौर पर, यह सतह के गुणों में सुधार करता है, जो सामग्री को ऑक्सीकरण और जंग से बचाता है। इस प्रक्रिया में बेस मटेरियल की सतह पर पिघले हुए पूल को पार किया जाता है। उसी समय, पाउडर या वायर फीडस्टॉक लगाया जाता है, जो कोटिंग की एक पतली परत बनाता है।
लेजर-प्रेरित क्लैडिंग समान रूप से वितरित कोटिंग्स प्रदान करता है। उच्च पुनरावृत्ति के साथ, परतें दरार और छिद्रण से मुक्त होती हैं। वे अच्छा आसंजन, कम सतह खुरदरापन, कम पतलापन और सामग्री की कम बर्बादी भी प्रदर्शित करते हैं। किसी वस्तु की सतह पर लेजर बीम के घनत्व, यात्रा की गति और व्यास को समायोजित करके प्रक्रिया को बढ़ाया जा सकता है।
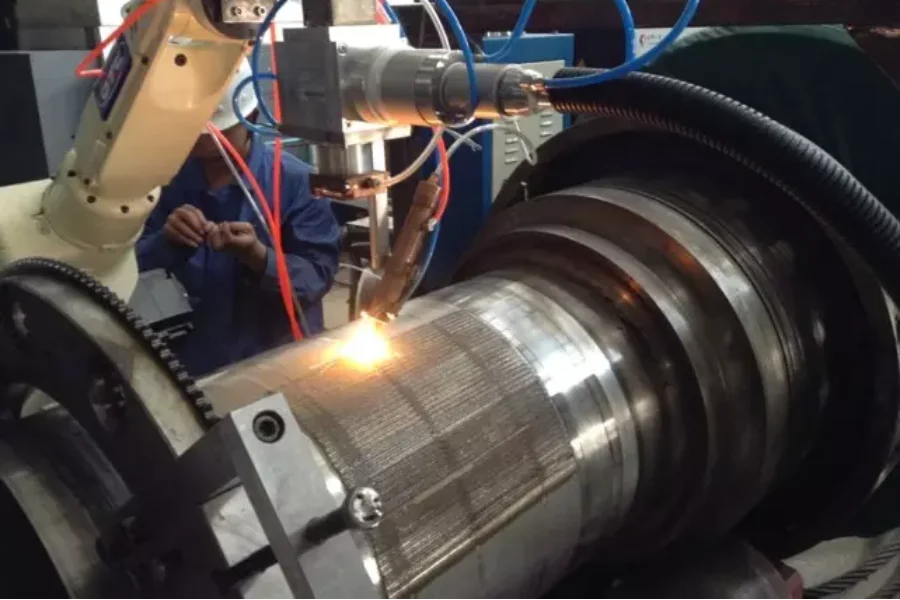
लेजर क्लैडिंग प्रक्रिया

यह प्रक्रिया एक निर्देशित ऊर्जा निक्षेपण (डीईडी) है, और इसे लेजर ओवरले वेल्डिंग भी कहा जाता है। जब एडिटिव मैन्युफैक्चरिंग में इसका उपयोग किया जाता है, तो इसे लेजर मेटल डिपोजिशन (एलएमडी) या निर्देशित लेजर मेटल डिपोजिशन (डीएलएमडी) कहा जाता है।
लेजर बीम धातु मिश्र धातुओं को पिघलाकर सब्सट्रेट सतह या पहले से जमा परत से जोड़ता है। सघन लेजर क्लैडिंग परत को धातु सामग्री से न्यूनतम तनुकरण के तहत धातुकर्म द्वारा जोड़ा जाता है। उच्च गुणवत्ता वाले ओवरले का उत्पादन करने के लिए ऊष्मा इनपुट पर्याप्त होना चाहिए।
नीचे लेजर क्लैडिंग की विभिन्न प्रक्रियाएँ दी गई हैं:
एकल-चरण लेजर क्लैडिंग
एकल-चरण प्रक्रिया में, कोटिंग सामग्री को पिघले हुए पूल में डाला जाता है जहाँ यह सब्सट्रेट सतह पर पिघले हुए रूप में बदल जाती है। जब चलती हुई लेजर किरण अंतरिक्ष से बाहर निकलती है, तो पिघला हुआ कोटिंग पदार्थ जम जाता है। परिणामस्वरूप, लेजर गति के ओवरलैप किए गए ट्रैक द्वारा एक महीन कोटिंग बनाई जाती है।
दो-चरणीय लेजर क्लैडिंग
दो-चरणीय प्रसंस्करण में सब्सट्रेट सतह पर कोटिंग सामग्री का प्रारंभिक जमाव शामिल है। इसके बाद, सतह उपचार कोटिंग सामग्री और सब्सट्रेट सामग्री को एक साथ पिघलाने के लिए चलती लेजर बीम लेता है। जैसे ही लेजर बीम अंतरिक्ष कोटिंग को छोड़ता है, कोटिंग अपने आप जम जाती है।
वायर क्लैडिंग
वायर क्लैडिंग प्रक्रिया के दौरान, तार स्पूल से सीधे ऑफ एक्सिस टॉर्च में डाला जाता है। फिर इसे पिघलने वाले तापमान से नीचे गर्म किया जाता है, जहाँ वायर गाइडिंग सिस्टम के ज़रिए क्लैडिंग होती है।
यह प्रक्रिया फिलर सामग्रियों के उपयोग में 100% दक्षता के कारण लाभप्रद है। यह एक स्वच्छ प्रक्रिया भी है जिसमें तार सामग्री के लिए विभिन्न विकल्प हैं। हालाँकि, तारों में विकिरण अवशोषण एक असंगत आउटपुट देता है।
पाउडर क्लैडिंग

पाउडर क्लैडिंग में, पाउडर घूर्णन डिस्क से फीड नोजल तक संचारित किया जाता है। इसे वाहक गैसों, उदाहरण के लिए, आर्गन या हीलियम के माध्यम से पारित किया जाता है, जहां अवशोषण सिद्धांत लागू होता है। पाउडर कण को फिर वाहक गैसों द्वारा उच्च गति से बाहर धकेल दिया जाता है।
इससे अंतिम क्लैडिंग प्राप्त होती है जो समतल और पुनरुत्पादनीय होती है। इस प्रक्रिया में विभिन्न फीडिंग विधियाँ और सामग्री होती हैं। यह 3D सेटअप के लिए भी एक बेहतर विकल्प है।
लेज़र क्लैडिंग के लाभ
माइक्रोमशीनिंग और मटेरियल प्रोसेसिंग के लिए लेजर सबसे पसंदीदा विकल्प है। लेजर क्लैडिंग के तहत, आप पल्स रिपीटिशन फ़्रीक्वेंसी, लेजर पावर, वेवलेंथ और विभिन्न प्रकार के बीम प्रोफाइल जैसे मापदंडों का उपयोग करते हैं।
लेज़र क्लैडिंग के निम्नलिखित लाभ हैं:
- यह सतहों और मूल सामग्रियों के धातुकर्म संबंध को सुनिश्चित करता है
- इस प्रक्रिया में कम एक्सपोज़र समय और लेज़र बीम की गहराई की आवश्यकता होती है
- थर्मल स्प्रे कोटिंग्स की तुलना में लेजर क्लैडिंग प्रतिरोधी ओवरले का उत्पादन करती है
- उच्च सतह गुणवत्ता और कम विरूपण के कारण पोस्ट-प्रोसेसिंग की आवश्यकता कम हो जाती है
- यह कम लागत, कम लेज़र क्लैडिंग अवधि और कम सामग्री अपव्यय के कारण अत्यधिक कुशल है
लेजर क्लैडिंग की विशेषताएं
लेजर क्लैडिंग मुख्य रूप से कम ताप प्रभाव और बेहतरीन परिशुद्धता वाली विशेषताओं का उपयोग किया जाता है। इसमें अन्य विशेषताएं भी हैं, जिनमें शामिल हैं:
- तेजी से ठोसकरण प्रक्रिया के कारण तेजी से ठंडा होने की दर; दर लगभग 106 K/s तक जाती है। महीन क्रिस्टलीय समान रूप से वितरित कोटिंग्स प्राप्त करना आसान है।
- जब उच्च शक्ति घनत्व वाले रैपिड क्लैडिंग का उपयोग किया जाता है तो इसके लिए कम ताप इनपुट और विरूपण की आवश्यकता होती है। विरूपण को असेंबली सहनशीलता के भीतर कम किया जा सकता है।
- कम कोटिंग कमजोर पड़ने की दर जो आम तौर पर 5% से कम होती है। लेजर मापदंडों के समायोजन के माध्यम से, सब्सट्रेट को धातुकर्म या इंटरफेसियल प्रसार के माध्यम से मजबूती से जोड़ा जाता है।
- लेजर क्लैडिंग परत की मोटाई की एक विस्तृत श्रृंखला होती है, जिसमें एकल-चैनल पाउडर फीड कोटिंग लगभग 0.2 से 2.0 मिमी होती है।
- कम गलनांक वाली वस्तुओं की सतह पर उच्च गलनांक वाली सामग्री जमा करते समय पाउडर के चयन पर कोई प्रतिबंध नहीं है।
- लेज़र क्लैडिंग प्रक्रिया को स्वचालित करना आसान है।
- यह प्रक्रिया कम सामग्री खपत के साथ चयनात्मक निक्षेपण को बढ़ाती है तथा इसका प्रदर्शन-मूल्य अनुपात उत्कृष्ट होता है।
- लक्ष्यित किरण परतें एक दूसरे को ओवरलैप करती हैं और इस प्रकार दुर्गम क्षेत्रों को जोड़ सकती हैं।
क्या लेज़र क्लैडिंग महंगी है?
30 साल से भी पहले विकसित की गई लेज़र क्लैडिंग को हमेशा अंतिम विकल्प वाली तकनीक माना जाता रहा है। ऐसा इसलिए है क्योंकि लेज़र उपकरण में बहुत ज़्यादा शुरुआती निवेश और संचालन लागत होती है। हालाँकि, आधुनिक सॉलिड-स्टेट लेज़र में काफ़ी प्रगति हुई है।
फाइबर-युग्मित बीम डिलीवरी के माध्यम से रोबोटिक्स के एकीकरण ने इस प्रक्रिया को अधिक कुशल और कम खर्चीला बना दिया है। लागत-लाभ विश्लेषण पर विचार करते हुए, लेजर क्लैडिंग विभिन्न उद्योग क्षेत्रों में तेजी से आगे बढ़ रही है।
लेजर क्लैडिंग में नवीनतम नवाचार
लेजर क्लैडिंग में हाल के नवाचारों ने मुख्य रूप से उत्पादकता बढ़ाने पर ध्यान केंद्रित किया है। प्रगति अभी भी लेजर क्लैडिंग की प्राथमिक विशेषताओं को बनाए रखती है।
नवाचारों के उदाहरण निम्नलिखित हैं:
- हाई-स्पीड लेजर क्लैडिंग बेस मटेरियल तक पहुंचने से पहले लेजर बीम में एडिटिव पाउडर को पूरी तरह से पिघला देती है। ठोस आधार को ऊष्मा चालन हस्तांतरण के माध्यम से पिघले हुए पाउडर के साथ जोड़ा जाता है।
- हॉट-वायर लेजर क्लैडिंग प्रक्रिया में एक पूर्व-गर्म तार प्रदान करता है; इससे बढ़ी हुई फीड दर के साथ आधार सामग्री को पिघलाने के लिए अधिक लेजर ऊर्जा प्राप्त होती है।
- लेजर क्लैडिंग में एक सह-अक्षीय लेजर बीम का उपयोग किया जाता है जो वर्कपीस के लंबवत एडिटिव सामग्री को खिलाती है। लेजर को तार के चारों ओर समाक्षीय रूप से प्रक्षेपित किया जाता है। यह सुसंगत प्रसंस्करण को बढ़ाता है जो 3D लेजर धातु जमाव के लिए यात्रा की दिशा से स्वतंत्र है।
- बड़े स्पॉट लेजर क्लैडिंग प्रक्रिया से वर्कपीस पर लेजर स्पॉट का आकार बढ़ जाता है। इससे बेस मटेरियल को अत्यधिक पिघलाए बिना और तनुकरण बढ़ाए बिना अधिक लेजर शक्ति का उपयोग संभव हो जाता है।
निष्कर्ष
लेजर क्लैडिंग तकनीक ने हाल ही में आधुनिक विनिर्माण में बड़ी प्रगति की है। कई उत्पादन कंपनियाँ OEM उत्पादों को फिर से तैयार करने के लिए लेजर तकनीक पर विचार कर रही हैं। इस प्रक्रिया ने वस्तुओं की जंग और घिसाव की विशेषताओं में भी सुधार किया है।
उपरोक्त गाइड लेजर क्लैडिंग प्रक्रिया और इसके लाभों के बारे में बताता है। खरीदारों को यह सुनिश्चित करना चाहिए कि लेजर कोटिंग के दौरान गुणवत्ता बनाए रखी जाए। अपनी पसंद का लेजर क्लैडिंग उपकरण खोजने के लिए, यहाँ जाएँ Cooig.com.



